 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





beschrijving
berekeningsmethode van de werkmolen van de molen
|
● snijsnelheid (lineaire snelheid) berekening vc de afstand die een punt op de omtrek van de eindmolenblad beweegt per minuut kan worden berekend met behulp van de volgende formule: |
|

|
v = snijsnelheid (m/min) π=3.14 d = diameter (mm) n = rotatiesnelheid (mm -¹) |
|
● rotatiesnelheid berekening van rotatiespeed het aantal revoluties per minuut van de mechanische spindel die de eindmolen vasthoudt, kan worden berekend met behulp van de volgende formule: |
|
 |
n = rotatiesnelheid (mm -¹) v = snijsnelheid (m/min) π=3.14 d = diameter (mm) |
|
● voersnelheid berekening van de voedingssnelheid de voedingssnelheid van het werktable per minuut kan worden berekend door de volgende formule  f = voedingssnelheid (mm/min) n = roterende snelheid (mm-1) z = aantal fluit f = voedingssnelheid van de fluit (mm/1 flute) |
|
|
● voer voor tanden berekening van het feed van de hand de afstand die een punt op de omtrek van de eindmolenblad beweegt per minuut kan worden berekend met behulp van de volgende formule:  f = voedingssnelheid van de fluit (mm/1 flute) f = voedingssnelheid (mm/min) n = roterende snelheid (mm-1) z = aantal fluit |
|
|
● werktijd berekening van de werktijd de tijd die nodig is om het werkstukmateriaal te verminderen kan worden berekend met behulp van de volgende formule  tc = werktijd (min) l = totale werklengte (werkmateriaallengte + eind mill blade diameterd) f = voedingssnelheid (mm/min) |
|
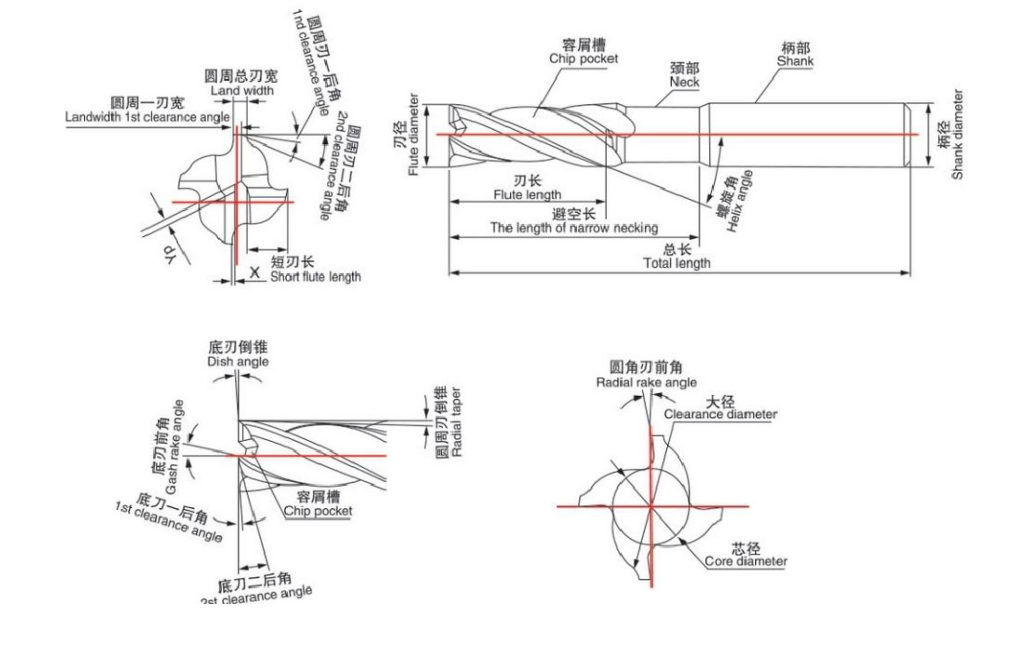
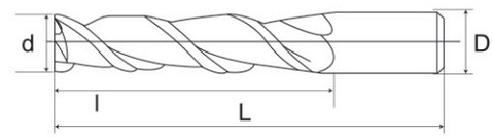
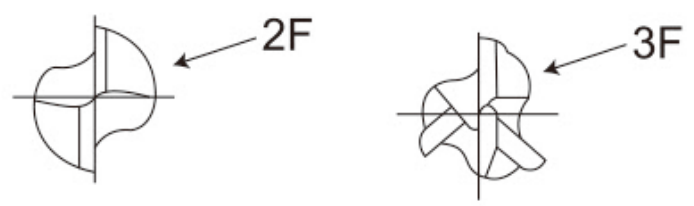
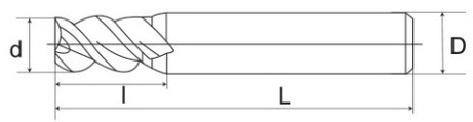
naam van elk deel van de freeskutter
milling cutter -serie
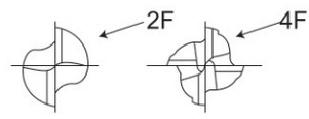
eindmolen type eindmolenvorm

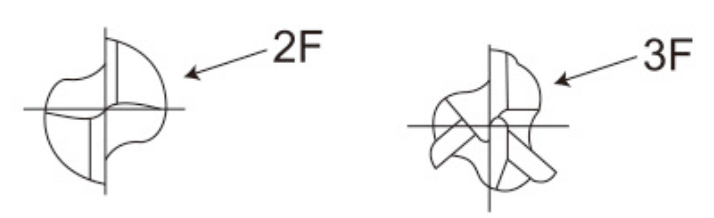
2-flute/4-flute eindmolens
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm
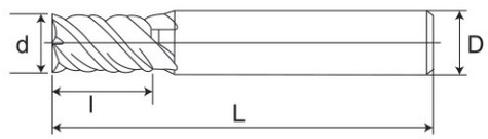

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flute/4-flute extended end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm
|
d |
i |
l |
d |
f |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ speciale aandacht :
1. deze tabel is de standaardwaarde voor zijmalen. wanneer het gereedschap grooveert, moet de snelheid 60% ~ 80% van de onderstaande tabel zijn en de invoersnelheid moet 50% ~ 70% zijn als standaardwaarde.
2. gebruik alstublieft gereedschap met machines en gereedschapshouders.
3. gebruik luchtkoeling of snijvloeistof die niet gemakkelijk rook produceert.
4. zijfrezen wordt aanbevolen voor downfrezen.
5. als de stijfheid van het machinegereedschap en het werkstuk slecht is, zullen trillingen en abnormaal geluid optreden. op dit moment moet de snelheid en feedsnelheid in de onderstaande tabel jaar na jaar worden verminderd.
6. houd het gereedschap zo kort mogelijk zonder interferentie.
snijcondities
|
2 fluit |
|||||||||||||||
|
bewerkte materialen |
gietijzer ductiel ijzer |
koolstofstaal \ legeringsstaal |
koolstofstaal \ legering staal ~ 30hrc |
phs \ qt staal ~ 40hrc |
roestvrij staal |
phs \ qt staal ~ 50hrc |
|||||||||
|
dia (mm) |
rpm (min-) |
feedrate (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
rpm (min-) |
voeding (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
rpm (min -¹) |
feedrate (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 fluit |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
max snijden diepte |
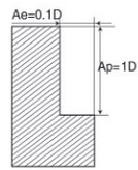 ae = 0,1d ap = 1d |
ae = 0,05d |
ae = 1d ap ap = 1d ae = 1d |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
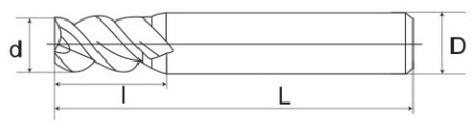
eindmolen met 2 fles/3-flute voor aluminiumlegering
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 graingrootte = 0,6 μm

|
d |
i |
l |
d |
f |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-flute/3-flute aluminium legering uitgebreide speciale eindmolen
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm

|
d |
i |
l |
d |
f |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ speciale aandacht :
1. de volgende tabel toont de standaardwaarden voor zijmalen. wanneer het gereedschap grooveert, moet de snelheid 60% ~ 80% van de onderstaande tabel zijn en de invoersnelheid moet 50% ~ 70% zijn als standaardwaarde.
2. gebruik alstublieft gereedschap met machines en gereedschapshouders.
3. gebruik luchtkoeling of snijvloeistof die niet gemakkelijk rook produceert.
4. down -frezen wordt aanbevolen voor zijfrezen.
5. als de stijfheid van het machinegereedschap en het werkstuk slecht is, zullen trillingen en abnormaal geluid optreden. op dit moment moet de snelheid en feedsnelheid in de onderstaande tabel op jaarbasis worden verminderd.
6. houd het gereedschap zo kort mogelijk zonder interferentie.
aluminium snijcondities
|
2 flute |
||||
|
bewerkte materialen |
aluminiumlegering |
silicium aluminium legering si≤10% |
||
|
d (mm) |
rpm (min- ') |
voeding (mm/min) |
rpm (min-¹) |
voeding (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3 flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |

max cutting dept
|
navraag
gerelateerde productcategorieën
- china cnc router end mill bits
- china custom cemented carbide roll ring
- china bit mill
- china 1/4 eindmolenbit
- china freesgereedschap voor staal
- china bewerkingsbits
- china zhuzhou gecementeerd carbide
- nomad cnc end mill
- cnc end mill 3 16
- cnc router bits
- vaste carbide staaffabriek
- gecementeerde vaste wolfraamcarbide staaf

