 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de





beschrijving
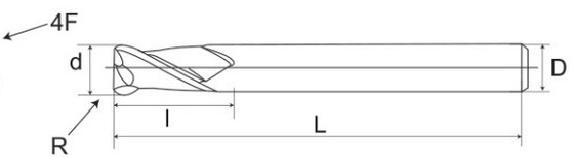
2-flute ball end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm


|
d |
i |
l |
d |
r |
f |
|
1 |
2 |
50 |
4 |
0.5 |
2 |
|
1.5 |
3 |
50 |
4 |
0.75 |
2 |
|
2 |
4 |
50 |
4 |
1 |
2 |
|
2.5 |
5 |
50 |
4 |
1.25 |
2 |
|
3 |
6 |
50 |
4 |
1.5 |
2 |
|
3.5 |
7 |
50 |
4 |
1.75 |
2 |
|
4 |
8 |
50 |
4 |
2 |
2 |
|
5 |
10 |
50 |
6 |
2.5 |
2 |
|
6 |
12 |
50 |
6 |
3 |
2 |
|
7 |
15 |
60 |
8 |
3.5 |
2 |
|
8 |
16 |
60 |
8 |
4 |
2 |
|
10 |
20 |
75 |
10 |
5 |
2 |
|
12 |
25 |
75 |
12 |
6 |
2 |
|
14 |
28 |
100 |
14 |
7 |
2 |
|
16 |
32 |
100 |
16 |
8 |
2 |
|
18 |
36 |
100 |
18 |
9 |
2 |
|
20 |
40 |
100 |
20 |
10 |
2 |
2-flute extended ball end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm


|
d |
i |
l |
d |
r |
f |
|
4 |
8 |
100 |
4 |
2 |
2 |
|
6 |
12 |
100 |
6 |
3 |
2 |
|
8 |
16 |
100 |
8 |
4 |
2 |
|
10 |
20 |
100 |
10 |
5 |
2 |
|
12 |
25 |
100 |
12 |
6 |
2 |
|
6 |
12 |
150 |
6 |
3 |
2 |
|
8 |
16 |
150 |
8 |
4 |
2 |
|
10 |
20 |
150 |
10 |
5 |
2 |
|
12 |
24 |
150 |
12 |
6 |
2 |
|
14 |
28 |
150 |
14 |
7 |
2 |
|
16 |
32 |
150 |
16 |
8 |
2 |
|
18 |
36 |
150 |
18 |
9 |
2 |
|
20 |
40 |
150 |
20 |
10 |
2 |
snijcondities
|
bewerkte materialen |
gietijzer ductiel ijzer |
koolstof aalloy staal ~ 750n/mm2 |
koolstofstaal \ legeringsstaal 30hrc |
phs \ qt staal 40hrc |
roestvrij staal |
phs \ qt staal ~ 50hrc |
||||||
|
d (mm) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
|
r0.5 |
40000 |
800 |
40000 |
800 |
38000 |
700 |
32000 |
320 |
22300 |
200 |
25000 |
275 |
|
r1.0 |
24000 |
900 |
24000 |
900 |
19000 |
760 |
16000 |
400 |
11150 |
230 |
13000 |
275 |
|
r1.5 |
15500 |
950 |
15500 |
950 |
2750 |
760 |
10600 |
450 |
7400 |
290 |
8500 |
280 |
|
r2.0 |
11500 |
950 |
11500 |
950 |
9550 |
760 |
8000 |
550 |
5550 |
370 |
6500 |
370 |
|
r2.5 |
9500 |
1050 |
9500 |
1050 |
7650 |
800 |
6400 |
550 |
4450 |
370 |
5000 |
375 |
|
r3.0 |
8000 |
1050 |
8000 |
1050 |
6400 |
800 |
5300 |
580 |
3700 |
390 |
4200 |
390 |
|
r4.0 |
6000 |
1300 |
6000 |
1300 |
4800 |
950 |
4000 |
700 |
2750 |
455 |
3200 |
440 |
|
r5.0 |
4800 |
1200 |
4800 |
1200 |
3800 |
900 |
3200 |
650 |
2200 |
430 |
2500 |
440 |
|
r6.0 |
4000 |
1100 |
4000 |
1100 |
3200 |
840 |
2650 |
610 |
1850 |
430 |
2100 |
420 |
|
r8.0 |
3000 |
1050 |
3000 |
1050 |
2400 |
800 |
2000 |
600 |
1350 |
380 |
1600 |
375 |
|
r10.0 |
2400 |
950 |
2400 |
950 |
1900 |
680 |
1600 |
560 |
1100 |
370 |
1250 |
330 |
|
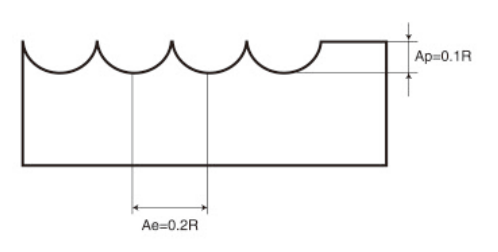
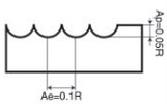
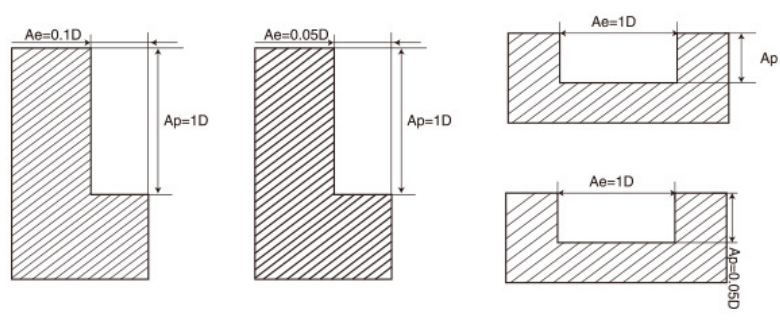
max snijden diepte |
|
 |
||||||||||
◆ speciale astensie :
1. deze tabel is de standaardwaarde voor zijmalen. wanneer het gereedschap grooveert, moet de rpm 60% ~ 80% van de onderstaande tabel zijn en moet de federale 50% ~ 70% zijn als standaardwaarde.
2. gebruik alstublieft gereedschap met machines en gereedschapshouders.
3. gebruik luchtkoeling of snijvloeistof die niet gemakkelijk rook produceert.
4. zijfrezen wordt aanbevolen voor downfrezen.
5. als de stijfheid van het machinegereedschap en het werkstuk slecht is, zullen trillingen en abnormaal geluid optreden. op dit moment moet de toerental en de federale in de onderstaande tabel jaar na jaar worden verminderd.
6. houd het gereedschap zo kort mogelijk zonder interferentie.
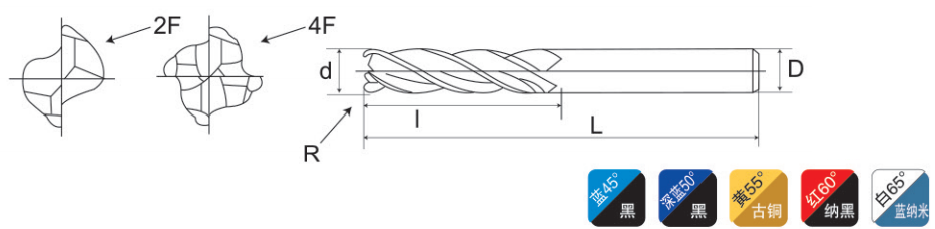
2-flute/4-flute round nose end mill
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm
2f

|
d |
i |
l |
d |
r |
f |
|
4 |
10 |
50 |
4 |
0.2 |
2/4 |
|
4 |
10 |
50 |
4 |
0.5 |
2/4 |
|
4 |
10 |
50 |
4 |
1 |
2/4 |
|
6 |
15 |
50 |
6 |
0.2 |
2/4 |
|
6 |
15 |
50 |
6 |
0.5 |
2/4 |
|
6 |
15 |
50 |
6 |
1 |
2/4 |
|
8 |
20 |
60 |
6 |
0.2 |
2/4 |
|
8 |
20 |
60 |
8 |
0.5 |
2/4 |
|
8 |
20 |
60 |
8 |
1 |
2/4 |
|
10 |
25 |
75 |
10 |
0.5/1 |
2/4 |
|
10 |
25 |
75 |
10 |
1.5 |
2/4 |
|
12 |
30 |
75 |
12 |
0.5/1 |
2/4 |
|
12 |
30 |
75 |
12 |
1.5 |
2/4 |
|
14 |
35 |
100 |
14 |
0.5/2 |
2/4 |
|
16 |
40 |
100 |
16 |
0.5/1/2 |
2/4 |
|
18 |
45 |
100 |
18 |
0.5/1/2 |
2/4 |
|
20 |
45 |
100 |
20 |
0.5/1/2 |
2/4 |
2-flute/4-flute strek de ronde neusmolen uit
wc = 90/88 co = 10/12 hv30 = 1571 trs = 3750n/mm² hrc ≥91.5 korrelgrootte = 0,6 μm
|
d |
i |
l |
d |
r |
f |
|
4 |
16 |
100 |
4 |
0.2 |
2/4 |
|
4 |
16 |
100 |
4 |
0.5 |
2/4 |
|
4 |
16 |
100 |
4 |
1 |
2/4 |
|
6 |
25 |
100 |
6 |
0.2 |
2/4 |
|
6 |
25 |
100 |
6 |
0.5 |
2/4 |
|
6 |
25 |
100 |
6 |
1 |
2/4 |
|
8 |
30 |
100 |
6 |
0.5 |
2/4 |
|
8 |
30 |
100 |
8 |
1 |
2/4 |
|
10 |
40 |
100 |
10 |
0.5 |
2/4 |
|
10 |
40 |
100 |
10 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
0.5 |
2/4 |
|
12 |
45 |
100 |
12 |
1 |
2/4 |
|
12 |
45 |
100 |
12 |
1.5 |
2/4 |
◆ speciale astensie :
1. deze tabel is de standaardwaarde voor zijmalen. wanneer het gereedschap grooveert, moet de rpm 60% ~ 80% van de onderstaande tabel zijn en moet de federale 50% ~ 70% zijn als standaardwaarde.
2. gebruik alstublieft gereedschap met machines en gereedschapshouders.
3. gebruik luchtkoeling of snijvloeistof die niet gemakkelijk rook produceert.
4. zijfrezen wordt aanbevolen voor downfrezen.
5. als de stijfheid van het machinegereedschap en het werkstuk slecht is, zullen trillingen en abnormaal geluid optreden. op dit moment moet de toerental en de federale in de onderstaande tabel jaar na jaar worden verminderd.
6. houd het gereedschap zo kort mogelijk zonder interferentie.
snijcondities
|
2 flute |
||||||||||||||||||||
|
bewerkte materialen |
gietijzer ductiel ijzer |
koolstofstaal aalloy staal ~ 750n/mm2 |
koolstofstaal aalloy staal ~ 30hrc |
phs \ qt staal ~ 40hrc |
roestvrij staal |
phs \ qt staal ~ 50hrc |
||||||||||||||
|
d (mm) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
rpm (min-¹) |
federeren (mm/min) |
||||||||
|
1 |
20000 |
200 |
20000 |
200 |
20000 |
160 |
20000 |
160 |
20000 |
60 |
20000 |
120 |
||||||||
|
2 |
15000 |
320 |
15000 |
320 |
15000 |
290 |
15000 |
280 |
11150 |
84 |
13000 |
180 |
||||||||
|
3 |
14000 |
545 |
14000 |
545 |
13000 |
510 |
10600 |
420 |
7500 |
120 |
8500 |
330 |
||||||||
|
4 |
10800 |
560 |
10800 |
560 |
10000 |
520 |
8000 |
430 |
5500 |
130 |
6500 |
335 |
||||||||
|
5 |
8200 |
580 |
8200 |
580 |
7600 |
540 |
6400 |
450 |
4500 |
130 |
5000 |
355 |
||||||||
|
6 |
7000 |
600 |
7000 |
600 |
6400 |
550 |
5300 |
460 |
3700 |
140 |
4200 |
360 |
||||||||
|
8 |
5200 |
600 |
5200 |
600 |
4800 |
550 |
4000 |
460 |
2800 |
140 |
3200 |
365 |
||||||||
|
10 |
4200 |
580 |
4200 |
580 |
3800 |
540 |
3200 |
445 |
2200 |
140 |
2500 |
350 |
||||||||
|
12 |
3500 |
580 |
3500 |
580 |
3200 |
540 |
2650 |
445 |
1850 |
140 |
2100 |
350 |
||||||||
|
4flute |
||||||||||||||||||||
|
3 |
14000 |
820 |
14000 |
820 |
13000 |
755 |
10600 |
630 |
7500 |
145 |
8500 |
490 |
||||||||
|
4 |
10800 |
840 |
10800 |
840 |
10000 |
770 |
8000 |
640 |
5500 |
145 |
6500 |
500 |
||||||||
|
5 |
8200 |
880 |
8200 |
880 |
7600 |
810 |
6400 |
670 |
4500 |
145 |
5000 |
530 |
||||||||
|
6 |
7000 |
900 |
7000 |
900 |
6400 |
830 |
5300 |
690 |
3700 |
160 |
4200 |
540 |
||||||||
|
8 |
5200 |
890 |
5200 |
890 |
4800 |
815 |
4000 |
680 |
2800 |
160 |
3200 |
550 |
||||||||
|
10 |
4200 |
880 |
4200 |
880 |
3800 |
810 |
3200 |
670 |
2200 |
160 |
2500 |
520 |
||||||||
|
12 |
3500 |
880 |
3500 |
880 |
3200 |
810 |
2650 |
670 |
1850 |
160 |
2100 |
520 |
||||||||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
490 |
||||||||
|
max snijden diepte
|
 |
|||||||||||||||||||
solide carbide met één flute rechte schachtmolen (standaardfluit)
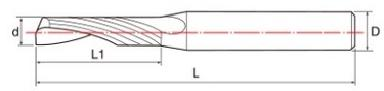

frezen cutter-toepassingen: roestvrij staal, gietijzer, aluminium, koper, grafiet, kunststoffen, composietmaterialen, titaniumlegeringen, nikkel, warmtebestendig staal, niet-legeringsstaal, lage legeringsstaal <24 uur
<30hrc 、 gehard staal 30-38 uur
|
specificatie |
specificatie |
||||||
|
d |
d (h6) |
l1 |
l |
d |
d (h6) |
l1 |
l |
|
3.175 |
3.175 |
12 |
385 |
4 |
4 |
42 |
70 |
|
3.175 |
3.175 |
15 |
38.5 |
6 |
6 |
12 |
50 |
|
3.175 |
3.175 |
17 |
45 |
6 |
6 |
17 |
50 |
|
4 |
4 |
12 |
45 |
6 |
6 |
22 |
50 |
|
4 |
4 |
17 |
45 |
6 |
6 |
25 |
50 |
|
4 |
4 |
22 |
45 |
6 |
6 |
32 |
60 |
|
4 |
4 |
32 |
60 |
6 |
6 |
42 |
70 |
vaste carbide drie- of vier-fl-flits balneus-uiteinde mil
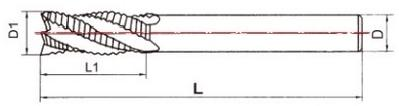


frees -snijtoepassingen: roestvrij staal, gietijzer, aluminium, koper, grafiet, kunststoffen, composietmaterialen,
titaniumlegering, nikkel, warmtebestendig staal, niet-legeringsstaal, lage legeringsstaal <24hrc, high alloy steel <30hrc, gehard staal 30-38 uur
|
specificatie |
|||
|
d1 |
l1 |
d |
|
|
6 |
15 |
6 |
50 |
|
8 |
20 |
8 |
60 |
|
10 |
25 |
10 |
75 |
|
12 |
30 |
12 |
75 |
|
16 |
40 |
16 |
100 |
|
20 |
45 |
20 |
100 |
navraag
gerelateerde productcategorieën
- china wolfraam stalen rolring
- china 1/4 eindmolenbit
- china frezen machine boorbits
- china verlengde routerbits
- china custom tungsten rod
- china cemented carbide turning tools
- cnc end mill starter kit
- china cemented carbide die
- carbide -snijderroller
- vaste leverancier van carbide staaf
- 1/32 cnc end mill
- gecementeerde carbide -snijder

